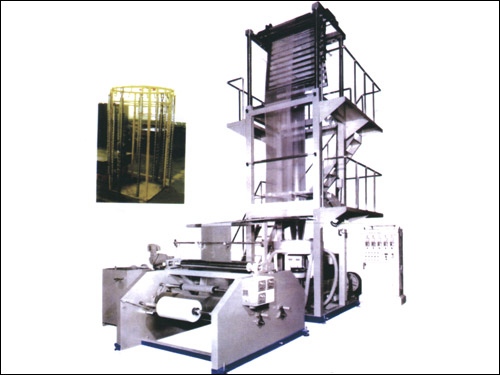
塑料包装膜吹塑机组
工艺过程:
1、机组把塑料原料熔融,并且将输送到机头的熔体成型为管状型坯。
2、型坯传送到设定的长度后,合模机构使吹塑模具闭合,把塑料型坯夹在两个半模具之间。
3、通过吹气孔将压缩空气注入塑料型坯内,吹胀型坯,使其贴紧模具型腔。
4、成型等待冷却定型。
5、模具开模,取出冷却后的制品;
6、修饰制品,同时回收边废料再利用。
日常使用之中要注意这几点:
1. 为减少型坯的自重下垂,在允许的条件下,加速型坯的挤出速率,减少模具的等待的时间;
2. 生产过程中在确保制品充分冷却的前提下尽量缩短成型周期;
3. 操作中吹胀压力要满足,吹气速率要快;
4. 操控并适配好挤出机的温度、转速,这是为了保证型胚的质量和制品的质量;
流道采用氮化合金钢,表面镜面处理液压系统采用双比例控制,配备进口液压元件,动作精确、稳定,节能。高速高效低能耗塑化系统,混炼均匀出色,确保制品纯度;开合模采用直线导轨,锁模更均匀,制品合缝线更美观;液压系统采用节能液压原理设计,能耗明显降低,与常规机型相比节能。同时显著降低油温,延长液压件使用寿命;不同制品工艺要求供选配的各种功能:下吹升降、包封、撑料、旋转、子模、机械手、壁厚控制等。
|

